一次性弧型切割
吻合器吻合后的吻合口应能承受不小于3.6×10³Pa压强,在15s内漏水不超过10滴。弧型切割吻合器金属件抵钉座的外表面粗糙度Ra应不大于0.8μm。弧型切割吻合器应具有良好的吻合和切割性能,吻合后的切割边缘应整齐,无毛边,吻合后的缝钉应成类“B”字形。切割刀刃口应锋利,切割力应不大于0.80N。
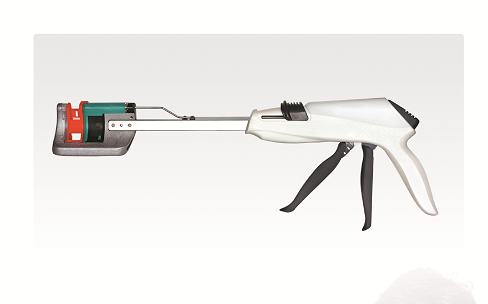
一次性弧型切割吻合器主要由抵钉座、钉仓、固定手柄、活动手柄、吻合钉和切割刀组成。吻合钉采用TA2G材质,切割刀、抵钉座、活动手柄采用12Cr18Ni9材质,钉仓、固定手柄采用ABS材质。1、先
查看无菌
包装有无破损,取出
器械,然后用拇指轻轻按压钉仓组件
保护盖,并将其取下。
2、将待切割及缝合的组织放入抵钉座及钉仓组件之间。
3、可手推定位杆推板手柄,使定位杆进入抵钉座孔中,限制待切缝组织外溢,也可以将活动手柄握到一档的位置,定位杆也会自动进入抵钉座孔中。
4、在钉仓组件与抵钉座没有将待切缝的组织完全夹紧前,可调整待切缝的组织,使其摆放合理。
5、握紧活动手柄并松开,此时钉仓组件与抵钉座将待切缝组织夹紧。
6、再次握紧活动手柄,此时将待缝切组织缝合并切断。
7、按下复位钮,并轻轻松开手柄。
8、回拨定位杆推杆手柄,取出已吻合组织。